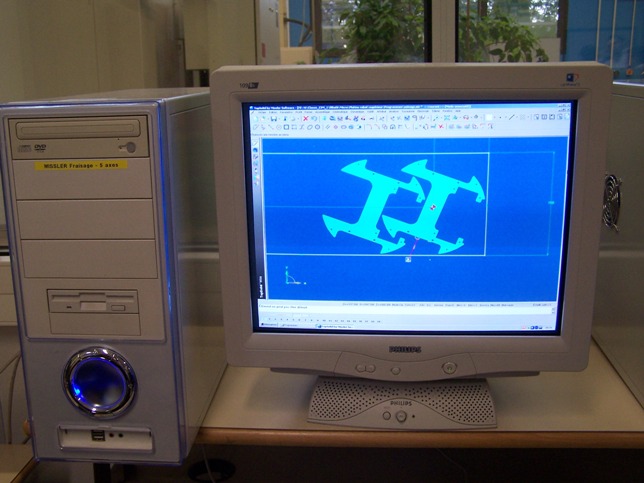
Première étape : la programmation de la
machine
à l'aide du logiciel de Fabrication Assistée par
Ordinateur (FAO) TopSolid'Wire.
On part du fichier de Conception Assistée par Ordinateur
(CAO)
et on définit tous les paramètres de l'usinage.
Pour matérialiser la plaque à usiner, on esquisse
un rectangle aux dimensions réelles.
Comment optimiser la fabrication ? en imbriquant au mieux les
découpes.
Pour réussir l'usinage, il faut également choisir
le bon
point de départ et le bon sens de découpe.
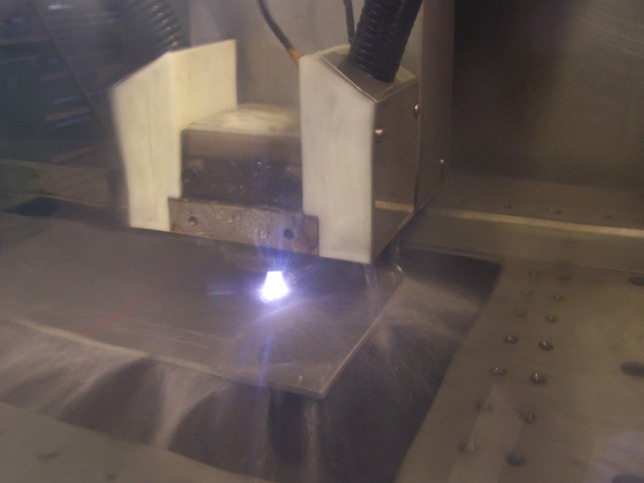
La machine d'électroérosion à
fil : Charmilles Robofil 290.
Cette machine fonctionne en érodant la pièce
à
usiner à l'aide d'arcs électriques entre un fil
et la
pièce.
Particulièrement précise et insensible
à la
dureté du matériau. Une contrainte : que la
pièce
soit conductrice du courant électrique.

Mise en place de la plaque dans laquelle la pièce va être découpée à l'aide des deux têtes inférieure et supérieure par lesquelles passe le fil de laition.

On entre les deux programmes
générés par la FAO
: un programme pour définir les paramètres et les
régimes d'usinage et un autre pour définir les
coordonnées des points de la trajectoire du fil.
Une simulation graphique permet de vérifier le parcours du
fil.

Pièce en cours d'usinage : on utilise de l'eau déïonisée en guise de diélectrique pour permettre les conditions d'étincellage et évacuer les résidus d'érosion.
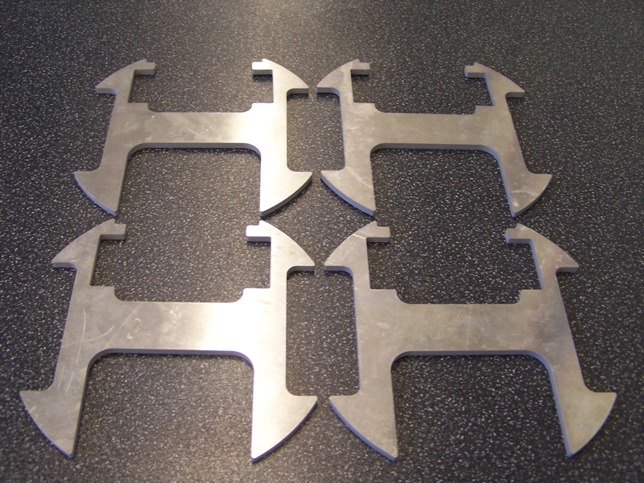
La plaque d'alliage d'aluminium après découpe de la première pièce.

La première pièce découpée. La précision est au centième de millimètre.

La plaque après découpe de la deuxième pièce. Le résultat de l'imbrication est conforme à la programmation, les déchets sont minimisés.

Résultat du travail des deux étudiants :
4 pièces produites.
Il reste à effectuer les opérations de
perçage et
taraudage des trous. Cela se fera sur un centre d'usinage à
commande numérique.