
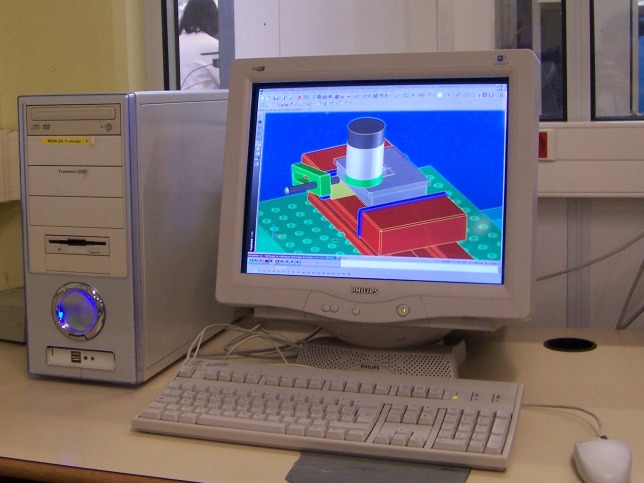
FAO sur TopSolid'Cam.
La programmation se fait sur un "modèle FAO" qui
représente fidèlement la machine-outil.
Les opérations d'usinage sont du type "fraisage 2D".
Le programme est généré en
langage ISO (le
langage des machines-outils à commande numérique)
à l'aide du Post-processeur de TopSolid'Cam.
Il est ensuite chargé sur un logiciel de transfert vers la
machine-outil.. Ici, il s'agit de TelePcCn.

Le programme est transféré vers le
centre d'usinage STAMA via une liaison RS232 (série).
Le directeur de commande est un modèle Fanuc 16i.
Le temps de cycle pour ce programme est de 10 minutes et 19 secondes.

Usinage en surfaçage du talon de la barrette.
On utilise une fraise à surfacer de finition
diamètre 50 à plaquettes carrées
Cermet.


Contournage du talon de la barrette.
On utilise une fraise Safety diamètre 10 à
plaquettes carbure à becquets.
Le mode d'usinage est un contournage hélicoïdal.
On applique une surépaisseur négative de 0,2 mm
pour éviter les problèmes d'ajustements.

Usinage du logement de la tête de l'arrache carotte
avec la même fraise.
Le mode d'usinage est également un contournage
hélicoïdal.

Usinage de la rainure d'orientation de l'arrache carotte
à l'aide d'une fraise diamètre 4 coupe aluminium.
Le mode d'usinage est du type : poche ouverte.

Chanfreinage du contour extérieur.
On utilise tout simplement le foret à pointer
diamètre 12
à 90° monté en permanence sur la machine.

Chanfreinage intérieur du logement de la
tête d'arrache carotte.
L'outil est un foret à pointer diamètre 4
à 90°.

La barrette empreinte "partie mobile" finie.
La pièce est prête à recevoir les
usinages des formes de l'empreinte du moule d'injection plastique.
